

【導讀】電路板常見焊接缺陷有很多種,下圖所示為常見的十六種焊接缺陷。下面就常見的焊接缺陷、外觀特點、危害、原因分析進行詳細說明。
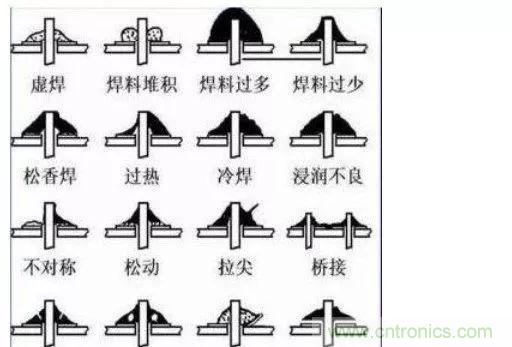
下面就常見的焊接缺陷、外觀特點、危害、原因分析進行詳細說明。
一、虛焊
1、外觀特點
焊錫與元器件引線或與銅箔之間有明顯黑色界線,焊錫向界線凹陷。
2、危害
不能正常工作。
3、原因分析
1)元器件引線未清潔好,未鍍好錫或被氧化。
2)印制板未清潔好,噴涂的助焊劑質(zhì)量不好。
二、焊料堆積
1、外觀特點
焊點結構松散、白色、無光澤。
2、危害
機械強度不足,可能虛焊。
3、原因分析
1)焊料質(zhì)量不好。
2)焊接溫度不夠。
3)焊錫未凝固時,元器件引線松動。
三、焊料過多
1、外觀特點
焊料面呈凸形。
2、危害
浪費焊料,且可能包藏缺陷。
3、原因分析
焊錫撤離過遲。
四、焊料過少
1、外觀特點
焊接面積小于焊盤的80%,焊料未形成平滑的過渡面。
2、危害
機械強度不足。
3、原因分析
1)焊錫流動性差或焊錫撤離過早。
2)助焊劑不足。
3)焊接時間太短。
五、松香焊
1、外觀特點
焊縫中夾有松香渣。
2、危害
強度不足,導通不良,有可能時通時斷。
3、原因分析
1)焊機過多或已失效。
2)焊接時間不足,加熱不足。
3)表面氧化膜未去除。
六、過熱
1、外觀特點
焊點發(fā)白,無金屬光澤,表面較粗糙。
2、危害
焊盤容易剝落,強度降低。
3、原因分析
烙鐵功率過大,加熱時間過長。
七、冷焊
1、外觀特點
表面成豆腐渣狀顆粒,有時可能有裂紋。
2、危害
強度低,導電性能不好。
3、原因分析
焊料未凝固前有抖動。
八、浸潤不良
1、外觀特點
焊料與焊件交界面接觸過大,不平滑。
2、危害
強度低,不通或時通時斷。
3、原因分析
1)焊件清理不干凈。
2)助焊劑不足或質(zhì)量差。
3)焊件未充分加熱。
九、不對稱
1、外觀特點
焊錫未流滿焊盤。
2、危害
強度不足。
3、原因分析
1)焊料流動性不好。
2)助焊劑不足或質(zhì)量差。
3)加熱不足。
十、松動
1、外觀特點
導線或元器件引線可移動。
2、危害
導通不良或不導通。
3、原因分析
1)焊錫未凝固前引線移動造成空隙。
2)引線未處理好(浸潤差或未浸潤)。
十一、拉尖
1、外觀特點
出現(xiàn)尖端。
2、危害
外觀不佳,容易造成橋接現(xiàn)象。
3、原因分析
1)助焊劑過少,而加熱時間過長。
2)烙鐵撤離角度不當。
十二、橋接
1、外觀特點
相鄰導線連接。
2、危害
電氣短路。
3、原因分析
1)焊錫過多。
2)烙鐵撤離角度不當。
電路板焊接常見缺陷、危害、原因分析
十三、針孔
1、外觀特點
目測或低倍放大器可見有孔。
2、危害
強度不足,焊點容易腐蝕。
3、原因分析
引線與焊盤孔的間隙過大。
十四、氣泡
1、外觀特點
引線根部有噴火式焊料隆起,內(nèi)部藏有空洞。
2、危害
暫時導通,但長時間容易引起導通不良。
3、原因分析
1)引線與焊盤孔間隙大。
2)引線浸潤不良。
3)雙面板堵通孔焊接時間長,孔內(nèi)空氣膨脹。
十五、銅箔翹起
1、外觀特點
銅箔從印制板上剝離。
2、危害
印制板已損壞。
3、原因分析
焊接時間太長,溫度過高。
十六、剝離
1、外觀特點
焊點從銅箔上剝落(不是銅箔與印制板剝離)。
2、危害
斷路。
3、原因分析
焊盤上金屬鍍層不良。
推薦閱讀:



